Book Categories:

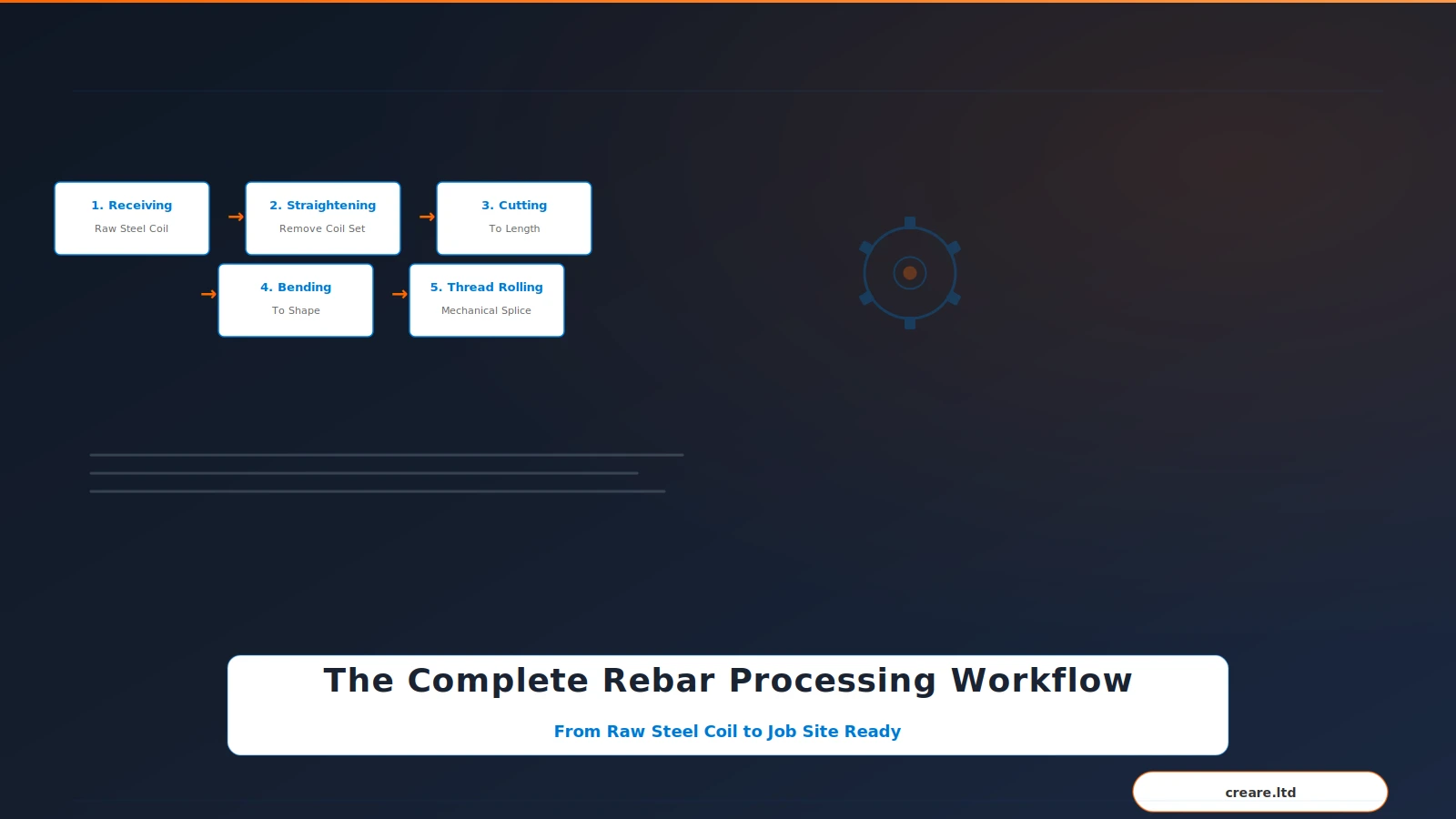


The complete rebar processing workflow starts with raw steel coil and ends at the job site. Efficient rebar processing is the backbone of reinforced concrete construction. Whether you’re building a residential foundation, a multi-story commercial structure, or a major infrastructure project, the speed and accuracy of your rebar preparation directly impacts project timeline, material waste, and structural quality.
This article walks through the complete rebar processing workflow — from receiving raw steel coil to delivering cut, bent, and labeled rebar ready for placement — and explains how modern machinery from manufacturers like Henan Creare transforms each step.
Rebar arrives at the processing facility in two forms:
Best practice: Store rebar off the ground on racks or sleepers, protected from rain (to minimize rust). Organize by diameter and grade (HRB400, HRB500) for easy retrieval. A well-organized rebar yard reduces crane time and operator errors.
Coiled rebar — the most economical form for diameters up to Φ16mm — must be straightened before it can be cut and bent. This is where a steel bar straightening and cutting machine becomes essential.
Equipment: Creare SC 4-12 / SC 4-14 / SC 5-16 series
Process:
For CNC-controlled models (SC 4-14 CNC-H series), the operator simply inputs length and quantity — the machine handles the rest, stopping automatically when the batch is complete.
Efficiency gain: A single SC 4-14 CNC-H DOUBLE running dual-line can produce up to 15-20 tons of straightened, cut rebar per 8-hour shift — replacing 8-10 manual workers.
For straight bar stock (not coiled rebar), a dedicated steel bar cutting machine shears bars to specified lengths. This is typically the first processing step on a construction site.
Equipment: Creare RC30 / RC40 / RC50 / RC60 series
Process:
Choosing the right cutter: Match the machine to your maximum rebar diameter. An RC40 (Φ40mm capacity) handles most general construction work. For heavy infrastructure using Φ50-60mm bar, move up to RC50 or RC60. For high-strength deformed bar, the RC40 Plus with reinforced blades is the right choice.
Pro tip: Use a length stop attachment (available on all Creare cutters) to ensure consistent cut lengths without re-measuring each piece. This alone can increase cutting output by 30-40%.
After cutting, most rebar needs bending — hooks, L-shapes, U-shapes, stirrups, and complex multi-bend configurations.
Equipment: Creare RB18-E22 to RB60-E55 series (standard bending) and GRB32/28-E37 (arc bending)
Process:
For stirrup production: High-speed models like the RB18-E22 or RB32-E40 are purpose-built for repetitive stirrup bending at 40-60 bends per minute.
For arc/curve bending: The GRB32/28-E37 continuously feeds rebar through three bending rollers, producing smooth circular arcs for tunnel linings, circular columns, and curved structural elements.
In modern construction, mechanical rebar splices (couplers) are increasingly preferred over traditional lap splicing — especially in seismic zones, high-rise buildings, and heavy infrastructure.
Equipment: Creare HGS40 rib-peeling parallel thread rolling machine
Process:
Advantage over lap splicing: No overlap length (saves 30-40% rebar at joints), full tensile strength transfer, and better concrete flow around the joint area.
Stirrups (closed rectangular or circular ties) are essential for column and beam reinforcement. Producing them manually is slow and inconsistent.
Equipment: Creare SCBH-512 steel bar straightening, cutting, and bending hoop machine
Process:
One SCBH-512 can produce 1,000-1,500 stirrups per hour — equivalent to 5-6 workers bending manually. The shapes are perfectly consistent, which is critical for structural integrity and passing inspections.
After processing, rebar should be:
Well-organized bundling and labeling saves hours of confusion on the placement site and reduces installation errors.
Large-scale projects increasingly use integrated rebar processing centers where all steps happen under one roof with connected CNC machines. A typical setup:
Such a center can process 30-50 tons of rebar per day with just 8-10 operators — a level of efficiency impossible with manual methods.
Contact Creare to discuss setting up or upgrading your rebar processing operation. We offer complete equipment packages with factory-direct pricing and OEM customization.



